

I’ve been doing functional ABS and ASA lately and had a couple very annoying warpage spots. One was a total failure. (We won’t talk about the other 3 failures that were wet out-of-the-box Bambu ASA…)
The X1C is definitely nice, but the all aluminum-and-glass side panelling has a sometimes-unwanted side effect: thermal conduction.
The aluminum sides are so conductive that they do not allow the chamber temp to go above 40C, even after a couple hours of heat soaking the build plate at 100C before starting an ABS print.
Enter: One random bath towel. doesn’t look like much but just covering the three sides with a thin layer means it’s good enough insulation to get the chamber up to 50C now! And the ABS parts look better than ever- every C counts.
Interesting that the extra 10° makes such a difference for ASA and ABS.
I recently started printing with ASA in my enclosed MK4. I might have to try this.
It makes all the difference, especially on asa. They’re so sensitive to chamber temp and accidental fan use it’s actually kinda nuts. I’m really happy with the part’s physical strength and behavior of course but it’s a very different beast compared to PLA, which will basically still make a successful print even if half of the model isn’t even touching the bed lol.
If you can get the chamber to 50-60C it’s ideal for those. 40 you can often get away with but on larger parts it is marginal at best.
And temp stability too which is just as important.
The slightest draft of cold air and my ABS prints go bad fast
I was successful with ASA using my MK3 inside the IKEA LACK enclosure. Although those were small parts, not subject to much wrapping.
I did something similar to my 2.4:

If you dig through my post history you’ll find a thread about it. I’ve been meaning to mount better insulated panels for a while now.
Yeah, even the ACM panels with bedfans are enough for it to get toasty, I’ve seen mid 60s during the day, I’ll probably put insulation on it at some point as well for the winter.
Someone needs to make a nomex cozy for them.
How large is your printer? Mines 350mm^3 in terms of print area, so I have a lot of surface area on my panels.
I am planning on going ACM + that bubble radiant insulation on the inside. I really hope I’m able to hit 60 °C chamber. That’s what all of this stuff thrown on the printer got me to and I had zero warping with a pretty large ASA print.
Oh yeah same volume, my garage isn’t climate controlled and I live in southern Ontario so it’s not exactly cold in the summer, it contributes to the chamber temps for sure. That said, on a day in the high 20s I’ve seen 65 ish chamber temps, have a long running print going right now and it did cool off some last night to 58.5 with a 100c bed temp, doing some large abs prints that to be fair are designed to minimise warp but I find north of 50 pretty much solid for a lot of my prints, lots of variation between filament manufacturers as well from what I’ve found, if one works well I tend to stick with them for the bulk of my material. Also considering the bubble insulation, specifically for the winter, I actually kinda sorta want to do a nomex or other fr material sleeve though, was half joking about the cozy idea but it’d do the trick and be easily removable.
Frame gets very warm, I’m actually mildly concerned about the adhesive on the foam tape as well, had an issue last summer with 3m adhesive tape failing in the heat of just the garage. I bought some nomex gasket material meant for smokers and the like that I’m adding to the list of things to try, chamber temps already cause the cheap interior humidity/thermometer LCD to error, seems to only be good into the 50s, but it’s just there for quick reference and I have a chamber thermistor on the gantry now anyhow.
Edit: current temps and fan settings if curious, I’ve for a spool of polymaker polylite abs I’m using up in there, have had really good results with Matter3D Performance ABS which is a manufacturer out in BC, had next to no odour and prints really nicely. Have had good results with all of their material.
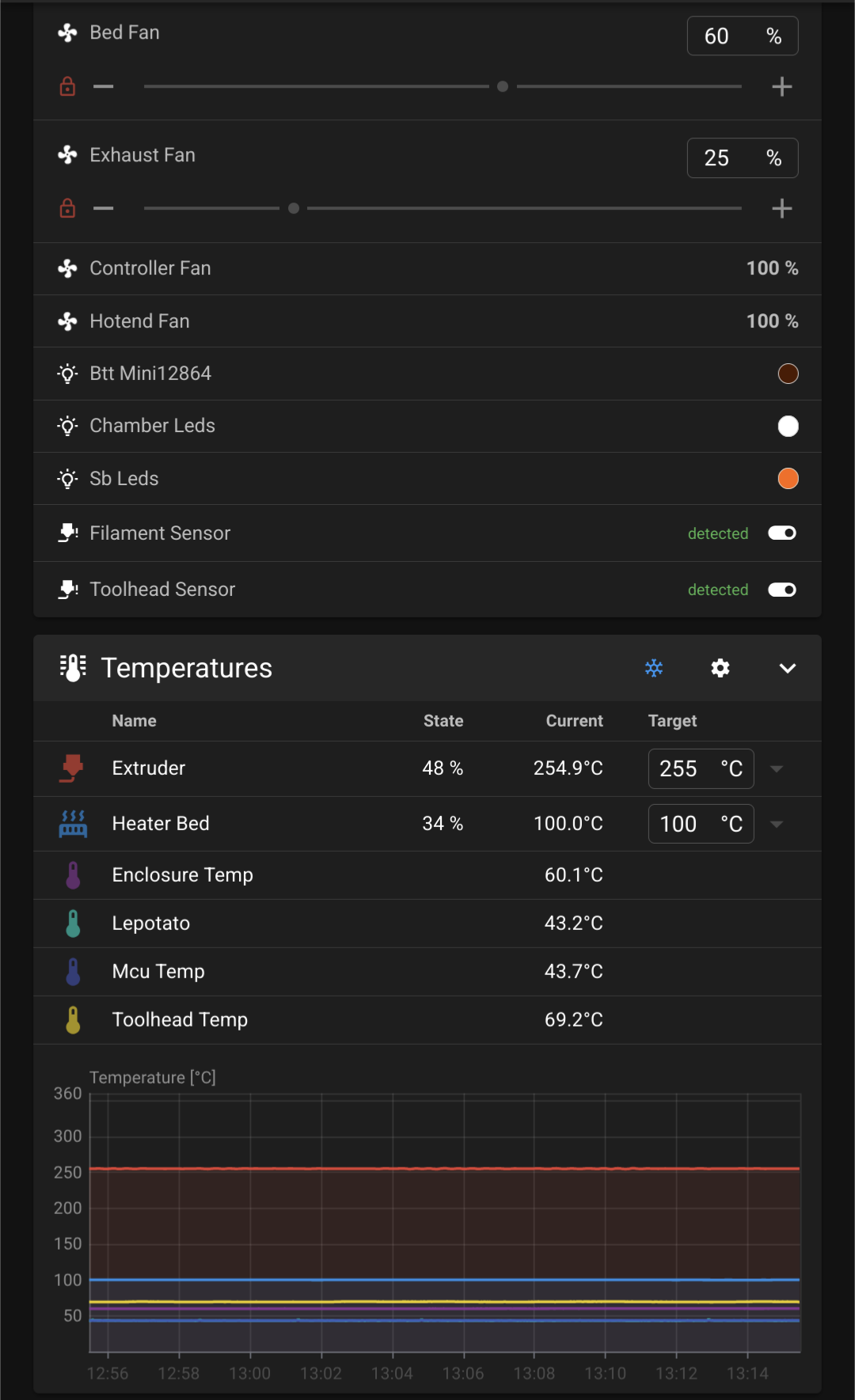
Thanks for taking the time to type out a reply. Using my hot end as my chamber thermistor (hot end off, hot end fan max), after soaking for ~1 hour, my chamber tops out around 45c. My printer does have the filter + 2 extra bed fans, but other than that it’s a fairly vanilla 2.4, complete with acrylic panels. Your post inspired me to work on panel mounts for the ACM panels I’ve had next to the printer for a few months.
How did your foam tape fail? Thankfully, I haven’t had that happen to me yet. I’m going extra wide on the foam tape to put the radiant bubble insulation on the inside of the panels. This is the real reason why I’ve been putting off mounting them - I needed to modify the mounts I’ve been previously using. I’m also not sure if the magnets will hold the extra weight, so I might need to get… creative.
What thermistor are you using for your chamber?
I tend to do what you do - find a brand of filament I like and stick with it. That said, so far I’ve only used Polymaker’s polylight ASA. What was your experience with Polymaker vs Matter3d? Polymaker puts 3kg spools up for very cheap every once in a while, but I’m happy to pay more for an easier to print filament.
Yeah the acm insulated better than I expected, probably the pu layer? As for the tape It just kinda fell off the wall, it’s not the best surface, old concrete board I think, has a rough surface, was for powerbar cables and the power bar itself, was super secure when I put them up but they came down about 6 months later, they’re all up with wall anchors now. The foam on the panels hasn’t failed yet, used different stuff on the doors and its adhesive kinda seeped out, not happy about it though, been meaning to do something about the doorgap too so figure I’ll do all at once. I need to do some panel mounts changes too,

I moved the touchscreen to the top of the printer because I was tired of hunching over, I ran the cables under the panel and added some extra foam tape around it and used an extra clip to squish it all together, it works but want something betterI have a bunch of spare hotend thermistors, used one of them, this printer’s using a pt1000 anyhow so was fine using the one I swapped out.

I use a reference more than anything.I’ve gone through a bunch of polylite abs, which prints pretty well, but it stinks, may actually be one of the stronger smelling abs I’ve printed with. That’s the immediate difference, the Matter3D stuff has way less smell, almost none actually, need to practically stick your face right up against the door for a bit. Print wise, I’ve just used the extrusion multiplier I use for all abs so not tuned a profile yet, kept up with a decent print speed and it can go hotter (if I recall wants 235-270), quality is solid, very dry out of the bag, does come on plastic spools though.
Oh damn, you went farther than I did lol. Looks like my girlfriend when she bundles up for winter.
Yeah after seeing how much of an improvement I got with just a single towel, I want to make some neoprene insulated sheet panels to clip on the outside of this printer almost immediately.I’m planning on swapping my acrylic panels for ACM panels and adding a layer of radiant insulation on the inside. 60 °C eliminated ASA warping. You can also run fan with ASA as your chamber temp goes up, which is kind of nice. Thankfully my panels all attach magnetically, so I can pull the top off easily when printing things like PETG.
Yeah, 60c was always my target temp. I won’t swap my panels because they’re formed, but I am going to try and make flexible neoprene panels ½" thick for at least 3, maybe 4 sides that go over the outside.
Mm, being able to use fan would sure make overhang prints look nicer…
I use a brewer’s belt with my resin printer when it’s cold. It has made a big difference. Keeps the printer warm without getting too hot.
Mm, heat tape with a thermostat, that does sound useful for a resin printer. I’ve been rolling around active chamber heating in my head for a while to hit the magical 60C and that could be one option for it.
Interesting! I haven’t had issues with ABS at stock temps in my X1C - 90C for the build plate - and I print a lot of large flat ish designs. I have had more trouble with PETG warping, and for HIPS I have to crank up the first layer to 110, then 100 for subsequent layers of it won’t stick to the Engineering Plate with glue stick at all.
My chamber temps do tend to be a bit lower, since I have an exhaust fan hooked up the carbon filter fan output to vent outside since ABS and HIPS fumes are nasty.
But yes, I’ve found 10C or so can make a huge difference when things do go south, it just hasn’t been an issue on my X1C for ABS, fortunately. Interesting to see how much a towel improves your chamber temps though!
Overall I love my X1C, one of the best decisions I made, don’t miss my old kludgy FlashForge Creator Pro and all its quirks one bit.
IME abs is just better at “sticking” with good glue and proper bed temp than petg is, not sure why but I’ve had tons of petg just unstick and start to warp from that. (That was with college public printers though so abused pei sheets and wet filament was very likely…)
I also think the x1 was the best choice I’ve made in a while. Man this thing is productive.
All filaments are sensitive to surface oil, but PETG in particular super sensitive to any oil on a build plate, just fingerprints are enough, plain pei sheets you can totally clean with plain dish soap and water, makes a huge difference.
Oh yeah. I’m religious about wiping down with IPA every print and washing every few prints on PEI. I just haven’t printed with petg on this printer yet, my experiences were at my college where you’d get 20 boneheads slamming nozzles into the bed, printing with way too high a temp, printing TPU on satin sheets and zero glue stick causing it to bond way to strong and literally rip chunks of pei off the Prusa plates… they were in pretty bad shape.
They take a shower now? Wow! And do you need to tell them a little story before they go into sleep mode?


{kind=link}